

转自 江苏激光产业技术创新战略联盟
江苏激光联盟导读:
考虑到在使用皮秒脉冲激光源进行加工时,金属中的烧蚀阈值非常低,因此必须小心管理所施加的激光注量,以最大限度地提高材料去除效率,同时将有害热影响降至最低。铜和不锈钢的爆裂加工是一种灵活且经济高效的方法,可以替代其他技术,空间波束成形和超高速波束扫描可优化这些工艺。
江苏激光联盟导读:
考虑到在使用皮秒脉冲激光源进行加工时,金属中的烧蚀阈值非常低,因此必须小心管理所施加的激光注量,以最大限度地提高材料去除效率,同时将有害热影响降至最低。铜和不锈钢的爆裂加工是一种灵活且经济高效的方法,可以替代其他技术,空间波束成形和超高速波束扫描可优化这些工艺。

多年来,超短脉冲激光可以加工出各种各样的高质量材料。通过适当优化的工艺,这种激光器可以创造出具有极高质量的特征,而不会产生与热有关的缺陷,例如金属中的边缘毛刺和/或熔融材料,以及玻璃中的碎屑或裂纹。工艺优化的一个关键方面是在工件上产生最佳的注量,该注量高到足以有效去除材料,同时又低到足以避免周围材料中的热损伤。今天的激光器提供不断增加的脉冲能量和平均功率,将允许更高的材料处理量。然而,随着功率和能量的增加,在确定合适的设备和策略以高效加工高质量和高产量的材料方面面临着更大的挑战。
虽然皮秒激光器通常用于加工玻璃和蓝宝石等材料,但它们也越来越多地用于加工金属和半导体等材料。为了避免可能导致热损伤的过高注量水平,可以增加光束尺寸或简单地在更高的脉冲重复频率(PRF)下操作。然而,这两种情况都需要提高扫描速度,以避免累积加热,并且在某些情况下需要AOM偏转器或多边形扫描仪等设备,从而增加系统复杂性和成本。
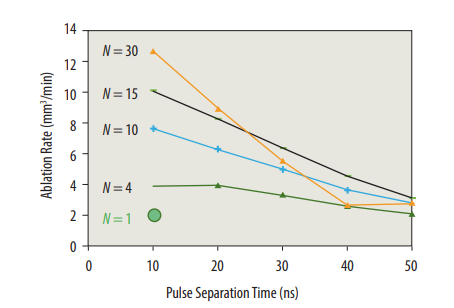 图1不同亚脉冲数和亚脉冲分离时间下铜的烧蚀速率。
图1不同亚脉冲数和亚脉冲分离时间下铜的烧蚀速率。或者,可以在时域中划分激光强度,例如通过将单个高能脉冲分割为多个低能脉冲,每个低能脉冲产生更接近最佳的注量水平。对于这种类型的“突发”处理,光谱物理公司的IceFyre皮秒激光平台表现出色,因为它通过时间移位皮秒技术实现了高度可裁剪的脉冲输出。IceFyre 1064-50激光器在1064 nm波长下提供大于200µJ的脉冲能量和大于50 W的平均功率。在突发模式操作中,时间间隔、突发包络内的脉冲数和突发包络的形状可以广泛变化,同时保持最大输出功率,这是竞争产品中的独特能力。
铜和不锈钢是两种广泛应用于各种重要行业的金属。铜具有优异的导电性,在各种电子应用中用作导电介质,如PCB和柔性PCB制造以及先进的电子封装。此外,铜具有优异的导热性,不仅在宏观应用中用作冷却介质,而且在热电冷却器(TEC)和冷却LED等小规模应用中也用作冷却介质。
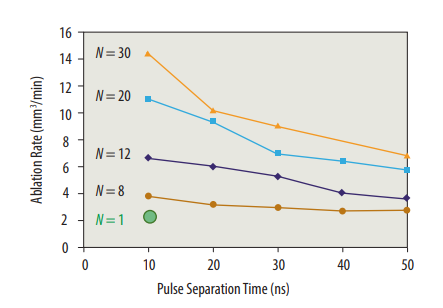 图2随着亚脉冲个数的变化和亚脉冲分离时间的延长,不锈钢的消融速率也随之变化。
图2随着亚脉冲个数的变化和亚脉冲分离时间的延长,不锈钢的消融速率也随之变化。不锈钢由于具有高强度、耐腐蚀性和抗菌性,在许多行业都很有价值。在汽车制造业中,喷油器喷嘴的激光钻孔是一个巨大且不断增长的应用领域,尤其是对于超快激光器。它还广泛用于医疗设备制造,激光用于切割、钻孔和标记。此外,用于工业印刷和复杂纹理压花的不锈钢模具的激光加工具有巨大且不断增长的应用空间。铜和不锈钢都具有相对较低的烧蚀阈值,因此将单个脉冲分割为多个脉冲应该是有益的。
不锈钢是一种具有挑战性的加工材料,具有良好的质量和高的产量。与铜相比,它的导热系数非常低,当使用高平均功率激光器进行加工时,会导致不良的热效应,如边缘毛刺和过度熔化导致的粗糙表面质量。然而,在IceFyre皮秒激光器和适当的注量控制下,可以获得卓越的质量。图3a显示了用扫描白光干涉仪生成的不锈钢铣槽的三维轮廓。加工表面非常光滑,粗糙度参数Ra低于原镜面抛光表面。图3b显示了铣削特征的二维线条轮廓,并清楚地说明了没有任何边缘毛刺。这种高质量的机械加工非常适合用于压花和印刷应用的金属模具制造,这是一个巨大且不断增长的超快激光器市场。
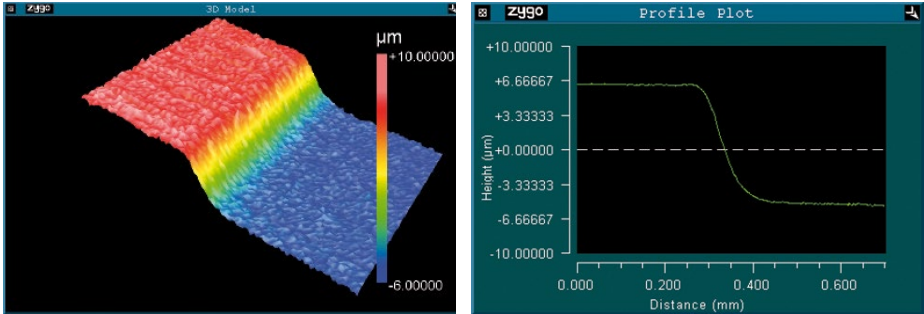 图3用IceFyre 1064-50激光加工不锈钢时,光学轮廓仪图像显示粗糙度降低(左)和没有毛刺(右)(来源: Newport Spectra-Physics)
图3用IceFyre 1064-50激光加工不锈钢时,光学轮廓仪图像显示粗糙度降低(左)和没有毛刺(右)(来源: Newport Spectra-Physics)利用高倍光学显微镜进一步揭示了不锈钢加工表面的高质量。从图4a中可以看出,在超短皮秒脉冲激光加工中,晶体晶界被揭示出来,这说明了使用皮秒激光源可以实现精细加工。用更高的放大率观察(图4b),我们看到激光诱导的周期性表面结构也产生了。这些纳米尺度的特性是在某些材料中使用皮秒和飞秒脉冲激光产生的,可以被设计成具有超亲水性和超疏水性的功能表面。
 图4光学显微镜图像显示,不锈钢的皮秒加工可以显示晶粒结构(左)以及生成纳米级周期性表面结构(右),这些结构可用于各种表面功能化应用。
图4光学显微镜图像显示,不锈钢的皮秒加工可以显示晶粒结构(左)以及生成纳米级周期性表面结构(右),这些结构可用于各种表面功能化应用。在突发模式下加工时的吞吐量方面,两种金属的最高烧蚀率都是通过最短的测试脉冲分离时间(10 ns)实现的。对于这个10 ns的短脉冲内脉冲分离时间,图5中绘制了铜和不锈钢的烧蚀率与脉冲内子脉冲数的函数关系。
从图5可以看出,在脉冲小于20个脉冲时,铜的烧蚀速率高于不锈钢。然而,超过20次脉冲后,铜的速率趋于平稳,而不锈钢的速率仍在上升。
 图5脉冲间隔时间为10 ns时,不同脉冲数下不锈钢和铜的烧蚀速率。
图5脉冲间隔时间为10 ns时,不同脉冲数下不锈钢和铜的烧蚀速率。
考虑到在使用皮秒脉冲激光源进行加工时,金属中的烧蚀阈值非常低,因此必须小心管理应用的激光注量,以最大限度地提高材料去除效率,同时将有害热影响降至最低。尽管空间波束成形和超高速波束扫描允许进行此类优化,但这些方法通常成本高、复杂且不灵活。另外,Spectral Physics的IceFyre激光器允许在时域内进行简单的脉冲强度调整,这种方法已被证明能够提高铜和不锈钢的材料去除率。此外,IceFyre激光器已经证明,它可以在不锈钢中创造非常高的质量特征,而不锈钢传统上是一种具有挑战性的加工材料。
来源:Photonics Views -2019 - Bovatsek - Burst Machining of Copper and Stainless Steel with PicosecondLasers,DOI: 10.1002/phvs.201900008
